
















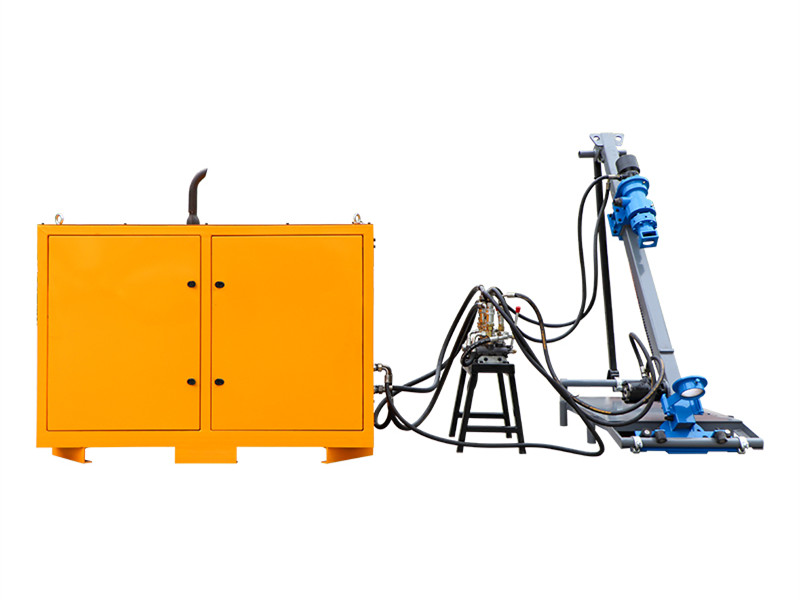




Performance advantages of shotcrete machine for dry spraying and wet spraying:
1. The hydraulic pumping design is adopted, which is safe, reliable and efficient.
2. The horizontal conveying distance is 400m and the vertical conveying distance is 150m. The spraying distance is much longer than that of the ordinary dry wet spraying machine.
3. The injection volume is 8 m3/h. The adding amount of accelerator is continuously adjustable.
4. Low consumption of equipment accessories. The lubrication system is centralized to protect the service life of wear parts.
5. The shotcrete machine is small and flexible in design, simple in maintenance and convenient in movement.
6. Pressure grouting of various foundation piles, over excavation and backfilling of tunnels, railway slope support, and disaster management.

Maintenance of dry mix and wet mix shotcrete machine:
1. The shotcrete machine for dry spraying and wet spraying is designed to be suitable for the most difficult site conditions with minimal maintenance. However, as with all rotor type shotcrete machines, attention must be paid to the use of friction plates (or sealing plates) at all times.
2. The sealing plate and rotary lining plate constitute the backbone of the system. Pay great attention to their maintenance to ensure that there is no fault during the work.
3. The difference between this and the pressure can be used for 4-point clamping, which has an important impact on the wear cost. If the clamping is not appropriate, the air compressor will escape from the joint surface between the two plates, carry out fine particles, and generate dust near the machine. The explosive action of the fine sand will erode the sealing plate and make the gas fail in a short time.
4. The sealing plate shall not have excessive stress due to excessive clamping, otherwise excessive wear will be caused due to friction heating.
5. Each shift shall clean the sealing plate and check the wear. If the rubber plate has been worn to such an extent that the steel rebars are flush with the rubber surface, the sealing plate must be replaced, because the rotating lining plate will directly contact the steel rebars so that the rubber plate cannot be fully tightened to obtain an effective seal, and the sealing plate will lose its air tightness.
6. The worn sealing plate can be repaired by a simple method in the workshop up to three times. The rotating plate must be checked once a week. If there are deep scratches (more than 1mm in depth), they should be reground.
7. The edge of the round hole of the sealing plate shall be checked frequently, and it must be kept sharp if the edge is chamfered. Fine particles will easily penetrate between the two plates, increasing wear. If a new sealing plate is replaced and the old rotary lining plate hole has bevel edges, the service life of the new sealing plate will be significantly shortened.
8. Timely repair and grind the rotary lining plate and sealing plate, and remove the worn parts, which can save a lot of trouble and costs. The rotor cavity and discharge elbow are the places most prone to sticking and air leakage. It is better to disassemble them for inspection once per work shift. If there is adhesion and wear air leakage, they should be cleaned and repaired in time. Be careful not to damage the soft cavity and soft elbow with iron tools. The strong soft cavity has a slight taper, and the small end should be upward during installation.